精确定位:电池叠片工艺质量保证
装配软包电池芯所用的叠片层压工艺技术取决于各个电极片和隔膜的精确分层。机器视觉技术能够以微米级的精度进行定位测量,从而确定叠片层压工艺的精度,这对保障电池芯的质量和延长其使用寿命非常关键。
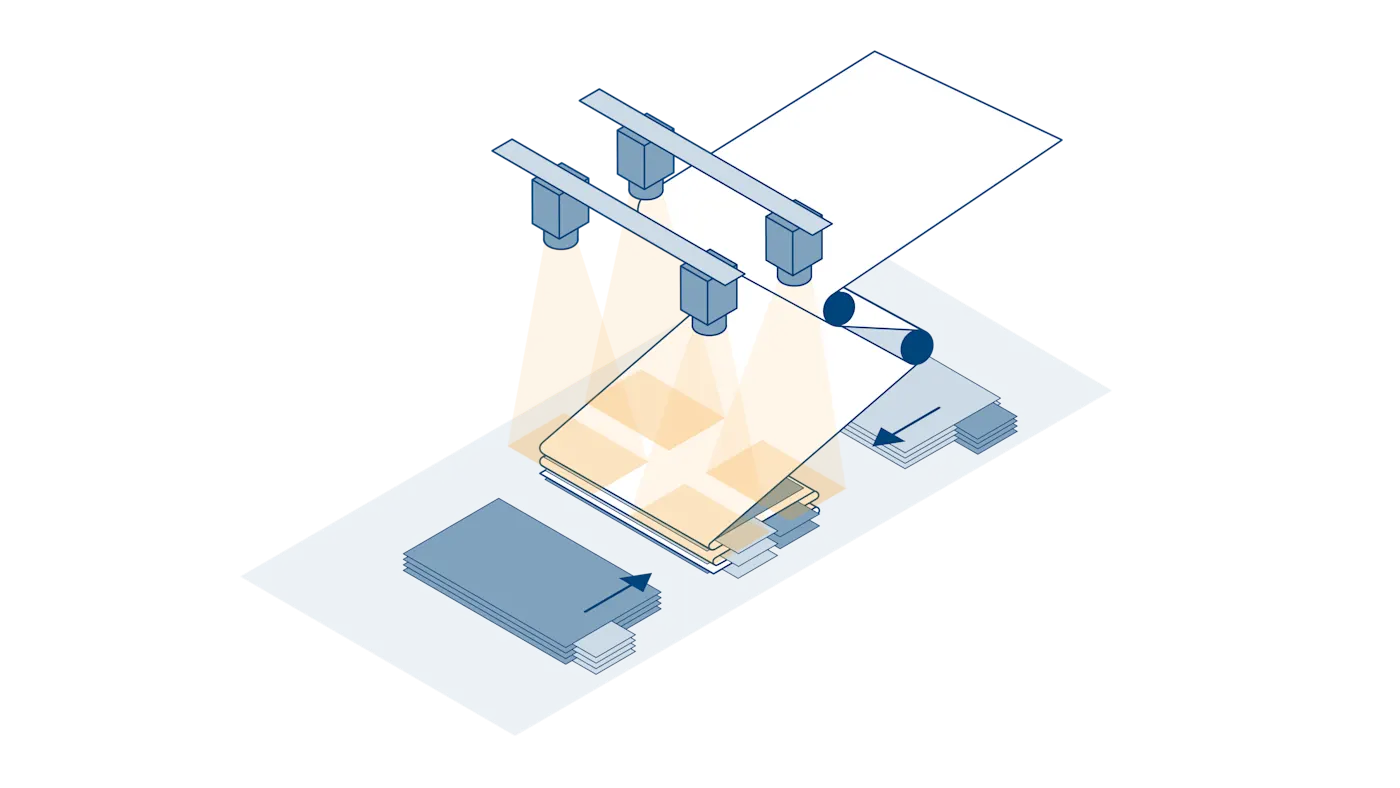
在组装软包电池芯时采用的“之”字形折叠
软包电池的制作,就是电镀涂层电池片的层层堆叠。在这一过程中,关键步骤是“之”字形叠片层压法,它要求将预切割的正负极片交替插入连续的网状隔膜箔片中,这些箔片因排列成“之”字形而得名。重复此操作,可堆叠多达120层。随后,制造商会密封铝箔边缘,以铝箔包裹整个电池堆,之后切断铝箔并用胶带加固,确保稳固。
以微米级精度正确定位电极板
真空夹取系统负责抓取单个正极片和负极片,并交替放置在隔膜上。为了保证这一工艺步骤的质量,电极片和隔膜的精确定位至关重要。
边缘吻合必须尽可能精确,公差要控制在微米范围内:可接受的偏差应小于200 µm。此外,系统作业速度也很快:从拾取电极片到将其放置到电池叠片上仅不到1秒钟。
利用机器视觉提供必要的质量把控
电池芯的生产必须遵守严格的规定,以避免因个别生产步骤出错而可能会造成的潜在危险。由高性能相机和软件组成的机器视觉系统可确保成品品质。
四台相机同步工作
在电池叠片过程中,通常会采用四台相机对电极极片四个角落的边缘对齐程度进行监控,CoaXPress 2.0 标准可确保多相机系统的精确触发和实时数据传输。此外还能够搭配使用 pylon vTools软件对捕获的图像数据进行分析,以定位电极片的准确堆叠位置。

小尺寸,高性能:ace 2 V相机
机身小巧紧凑,尺寸仅为29 mm×29 mm,便于将ace 2 V相机集成到现有和新的系统中
借助Sony(索尼)Pregius S芯片和Basler固件功能包,可生成出色的高分辨率图像
CXP-12接口最高可实现12.5 Gbps的带宽
通过CoaXPress供电实现单线缆解决方案,便于布线和集成
使用pylon vTools软件进行稳定可靠的偏差测量
pylon vTools软件会分析采集到的图像。例如,可打造如下多步骤Recipe文件:
vTool校准和校正·它可确保以校准的度量值输出测量的距离,可补偿相机设置造成的径向失真和透视失真。
vTool测量工具·可使用模型图像来定义测量矩形。在处理步骤中,系统将输出在其他采集到的正极和负极堆叠图像中可能存在的偏差:
如果存在旋转偏移,则以坐标轴表示
以测量值表示到目标边缘的距离。
图像预处理功能是对大型图像数据集的实用扩展
精益的数据管理:借助CXP-12接口,可通过基于图像采集卡的图像预处理技术进行系统扩展,以便更有针对性地分析大量图像数据。
我们的VisualApplets软件是对最新一代可编程imaFlex图像采集卡的完美补充。
该解决方案所用的产品
想实施类似的解决方案?这些产品将能助您一臂之力。

